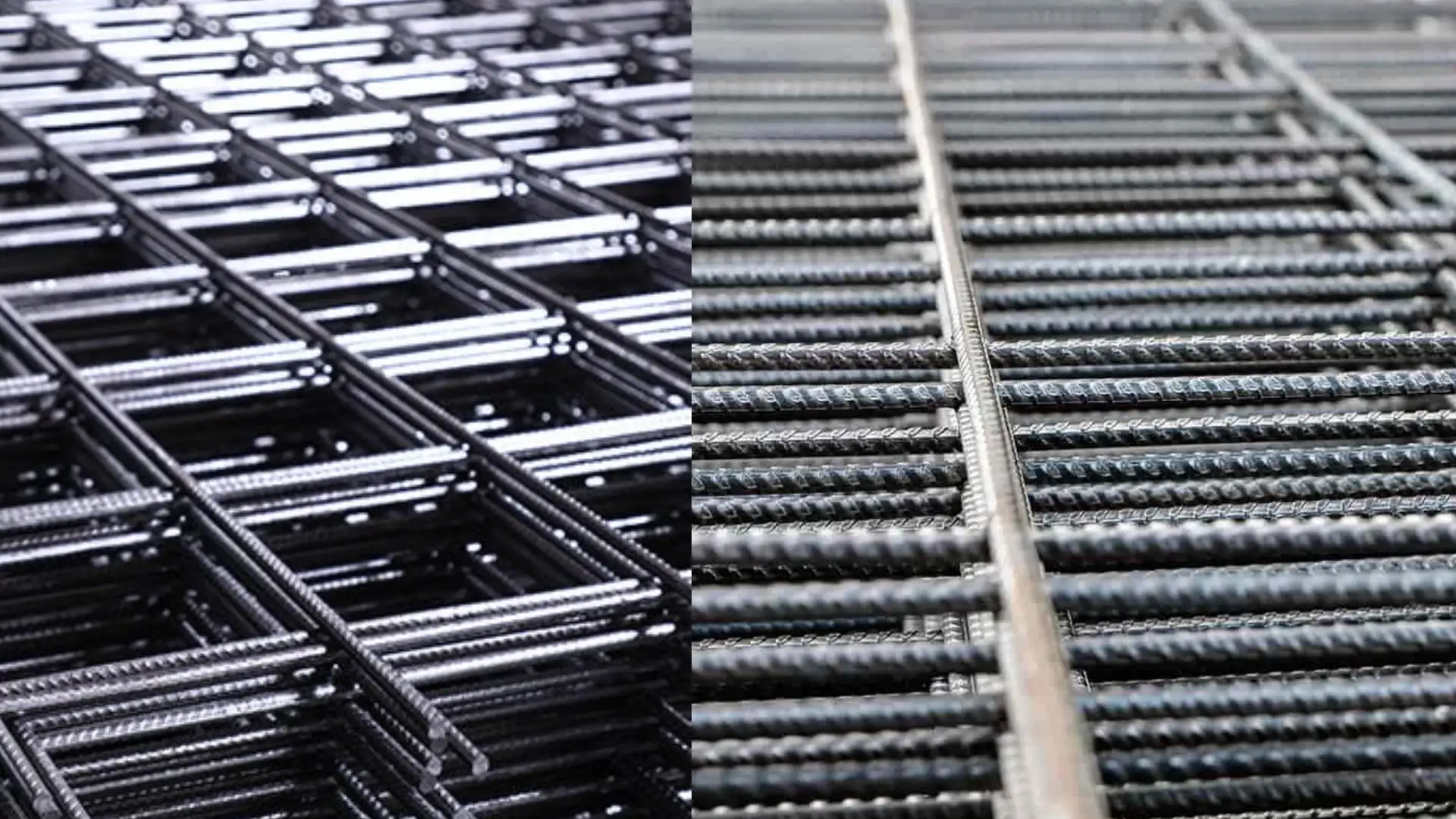
Nowadays, the use of stainless steel in the construction sector is increasing day by day. And why not? Stainless steel is the most economically viable and corrosion-resistant reinforcing steel alternative in service environments. Once a structure is constructed with stainless steel reinforcement, the need for repairs throughout the life cycle of the project will reduce significantly. That’s why even if at first, it may seem that stainless steel rebars would be an expensive option, they prove to be much more economical in the longer run. But what are stainless steel rebars and how are they beneficial? Also known as stainless steel reinforcement bars, stainless steel rebars are bars with low carbon steel alloy content. They contain at least 12% of chromium and 8 to 12% nickel. This makes them extremely durable and resistant to corrosion.
Types Of Stainless Steels Rebars
There are 4 types of stainless steels:
- Martensitic Stainless Steel
- Ferritic Stainless Steel
- Austenitic Stainless Steel
- Duplex or Austenitic-Ferritic Stainless Steel
Out of these only Austenitic and Duplex Stainless Steels are used to produce reinforcement bars.
Austenitic Stainless Steel Rebar
Austenitic steel is very high on nickel (around 7%). Due to this reason, the alloy is extremely weldable and malleable and has excellent corrosion resistance. It also has a high amount of chromium and 2% to 3% of molybdenum addition. This further strengthens its corrosion resistibility in harsh environments, especially against chlorides. The Nitrogen content provides tensile strength and a higher yield.Austenitic steel is mostly used for industrial pipings and architectural projects as reinforcement bars due to their high ductility, nonmagnetic nature, and large scale of service temperature. It is classified into various grades in different countries according to the proportion of elements present in it.
Duplex Stainless Or Austenitic-Ferritic Stainless Steel Rebar
An amazing combination of ferritic and austenitic steels, duplex stainless steels are stronger than both the types and is extensively used in the underwater oil industry. This is due to its high corrosion resistance capabilities that allow it to withstand extremely corrosive saltwater for extended periods.Rebar is a primary application for this steel. The blend of Austenitic and Ferritic stainless steels has provided an exceptional element of strength and corrosion resistance which has made it suitable for various rebar applications like bridge decks, barrier and retaining walls, anchoring systems and dowels, chemical plant infrastructure, coastal piers and wharves, bridge parapets, sidewalks and bridge pilings.Duplex Stainless Steel has lower nickel content as compared to Austenitic steels which makes them less expensive. This steel is also classified into different grades.
Properties Of Stainless Steel Rebars
Stainless steel rebars have been rigorously tested through various parameters to see how they are superior to other rebars. They have ranked considerably ahead as a substantial pack of alloys differentiates them from other ineffective and fragile rebar offerings.
1. High Strength Steel
Stainless steel contains 10% more chromium than other alloying elements. Chromium is the key substance that increases its hardness and tensile strength. It also contains nickel that provides similar benefits but without compromising on ductility and toughness.Duplex steel bars are stronger than austenitic steel bars.
2. Corrosion Resistance
Stainless steel rebars have a high concentration of chromium which forms a layer of oxide that prevents corrosion. This property helps it to withstand the destructive forces of chloride from road salts, seawater, and even concrete itself.Austenitic stainless steel is best in corrosion resistance since it contains at least 16% chromium.
3. Ductility
The ductility of stainless steel rebar comes from its nickel content. With excellent ductility and corrosion resistance, these rebar products are perfect to use in earthquake zones, cold applications, bridges, etc.
4. Magnetic Response
The high content of nickel in stainless steel bars eliminate their magnetic response. Normal carbon steel has high magnetic permeability and thus cannot be used in all applications. Here, stainless steel rebars come to the rescue!
5. Fire Resistance
Stainless steel bars perform better at high temperatures as compared to other carbon steel bars. They show better fire resistance due to their high strength retention factor at elevated temperatures (above 500°C).
6. Cryogenic Resistance
Stainless Steel Bars can handle a wider range of temperatures. The tensile strength and toughness of austenitic steel remain intact even in sub-zero temperatures which widen their scope of application in various fields.
Are you looking for Stainless Steel Rebar or related steel products for your construction project? At Sunflag Steel, we manufacture highly durable and high-quality Stainless Steel Rebars that will last for years to come!